

理论上理想的曲线由四个部分或区间组成,前面三个区加热、最后一个区冷却。炉的温区越多,越能使温度曲线的轮廓达到更准确和接近设定。
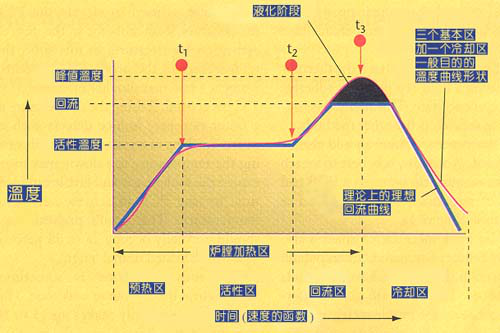
(理论上理想的回流曲线由四个区组成,前面三个区加热、最后一个区冷却)
预热区,用来将PCB的温度从周围环境温度提升到所须的活性温度。其温度以不超过每秒2~5°C速度连续上升,温度升得太快会引起某些缺陷,如陶瓷电容的细微裂纹,而温度上升太慢,锡膏会感温过度,没有足够的时间使PCB达到活性温度。炉的预热区一般占整个加热通道长度的25~33%。
活性区,有时叫做干燥或浸湿区,这个区一般占加热通道的33~50%,有两个功用,第一是,将PCB在相当稳定的温度下感温,使不同质量的元件具有相同温度,减少它们的相当温差。第二个功能是,允许助焊剂活性化,挥发性的物质从锡膏中挥发。一般普遍的活性温度范围是120~150°C,如果活性区的温度设定太高,助焊剂没有足够的时间活性化。因此理想的曲线要求相当平稳的温度,这样使得PCB的温度在活性区开始和结束时是相等的。
回流区,其作用是将PCB装配的温度从活性温度提高到所推荐的峰值温度。典型的峰值温度范围是205~230°C,这个区的温度设定太高会引起PCB的过分卷曲、脱层或烧损,并损害元件的完整性。
理想的冷却区曲线应该是和回流区曲线成镜像关系。越是靠近这种镜像关系,焊点达到固态的结构越紧密,得到焊接点的质量越高,结合完整性越好。
实际温度曲线
当我们按一般PCB回流温度设定后,给回流炉通电加热,当设备临测系统显示炉内温度达到稳定时,利用温度测试仪进行测试以观察其温度曲线是否与我们的预定曲线相符。否则进行各温区的温度重新设置及炉子参数调整,这些参数包括传送速度、冷却风扇速度、强制空气冲击和惰性气体流量,以达到正确的温度为止。
典型PCB回流区间温度设定
|
区间 |
区间温度设定 |
区间末实际板温 |
|
预热 |
210°C |
140°C |
|
活性 |
180°C |
150°C |
|
回流 |
240°C |
210°C |
以下是一些不良的回流曲线类型:
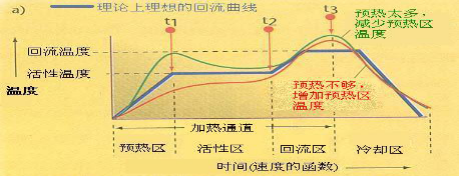
图一、预热不足或过多的回流曲线
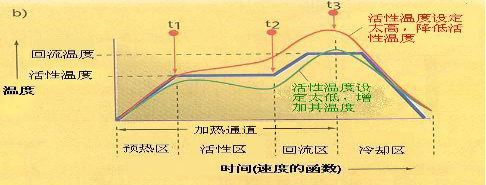
图二、活性区温度太高或太低
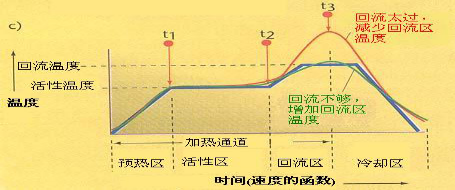
图三、回流太多或不够
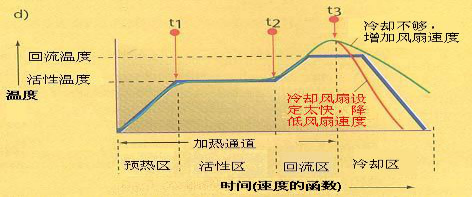
图四、冷却过快或不够
当最后的曲线图尽可能的与所希望的图形相吻合,应该把炉的参数记录或储存以备后用。虽然这个过程开始很慢和费力,但最终可以取得熟练和速度,结果得到高品质的PCB的高效率的生产