

胶接技术简介
胶接是能提高机体结构效率和结构破损安全性能的先进连接技术。可能大家不知道的是,中国早在战国时期就已经开始应用胶接技术。《周礼》中有用动物皮角熬制胶粘剂的记载,在许多出土文物中也发现有胶接的痕迹。
一般而言,“胶接”专指一种用胶黏剂来实现构件连接和固持的方法。与其它连接形式相比较,胶接具有如下优点:
(1)胶接采用的胶黏剂密度较小,可以有效地降低连接件的重量,满足构件的轻质的要求。
(2)采用胶接手段时不需要在构件上预留孔洞,从而避免构件在使用过程中由于应力集中而产生破坏,延长构件的使用寿命。
(3)胶接在工艺上更加简便,更易实现。
通过结构胶的使用,可以有效地实现各种构件的结合。通过胶黏剂而粘结而成的组件统称“胶接接头”,“被粘物”泛指胶接接头中除胶黏剂外的固体材料,“粘结”则指被粘物所承受的载荷通过胶黏剂传递到胶接接头的现象。胶接接头不但可以实现不同材质构件的结合,还可实现不同几何形态构件的结合,图1给出了板材搭接、管材搭接和对接、型材对接等常见几何形态构件的胶接接头形式,其中板材搭接形式在工程中最为常见。
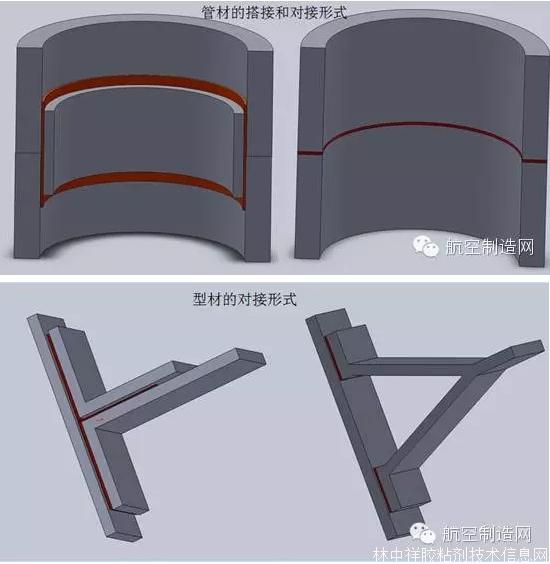
不同形式的胶接接头(红色为胶黏剂,灰色为被粘部件)
国外民用飞机胶接技术现状
自从航空工业诞生以来,胶接技术就开始应用于各类飞机结构的制造。早在20世纪初期飞机刚刚诞生时,胶接技术就已应用于飞机木质机翼缘条的连接。1943年,英国更是第一次在“大黄蜂”飞机金属结构上应用了胶接技术。目前,大型飞机如美国的L-1011、波音737、747、787、C-130、C-141A、KC-135,欧洲的A300、A320、A380,俄罗斯的伊尔76、86等飞机在制造过程中,都采用了胶接结构。可以说,当代任何一种先进飞机的设计和制造都离不开胶接技术的应用。
20世纪70年代,美国组织实施了PABST(主承力胶接结构技术)计划。80年代,美国为实现制造过程自动化和提高胶接构件的可靠性,又进行了计算机辅助固化过程控制、计算机辅助涂胶自动化方法以及自动化检验等关键技术的研究。钛合金的胶接也获得了实际应用,例如,美国洛克希德飞机公司的L-1011客机采用FM-137中温固化胶胶接钛合金止裂带与铝蒙皮,其阻止裂纹扩展能力提高了1倍以上。C-5A飞机的钛蒙皮与玻璃布蜂窝的胶接也取得较好的效果。
欧洲从早期的FOKKER-27“友谊号”客机、中期的“三叉戟”客机、直至1978年投产的BAe-146客机,都在机翼及机身结构上广泛采用了钣金胶接结构,其应用的胶粘剂均为经过长期服役考验的酚醛型胶粘剂(如Redux775胶粘剂与Redux120底胶),采用Redux775结构胶。随后,由于环氧系列胶粘剂的研制成功,表面处理技术的进步,胶接技术的应用迅速扩大。
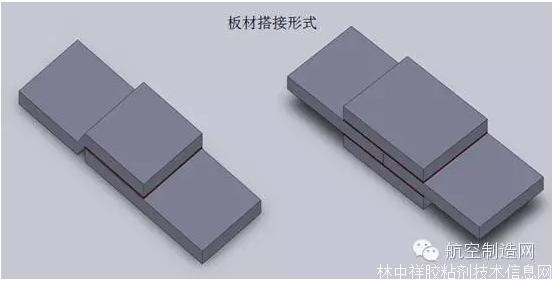
BAe 146/AVRO RJ系列喷气式支线客机机身壁板与上机翼蒙皮桁条的胶接结构
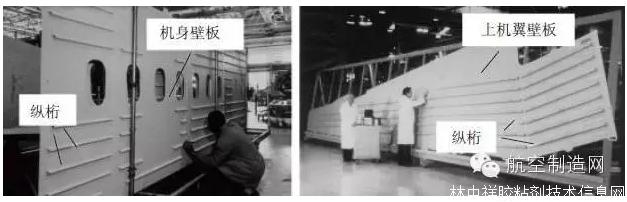
不同胶粘剂室温机械性能如表1所示。胶接技术在国外民用客机制造中已获得广泛的应用。表2列出了采用胶接结构的民用飞机机种及部位。
表1 胶粘剂室温机械性能
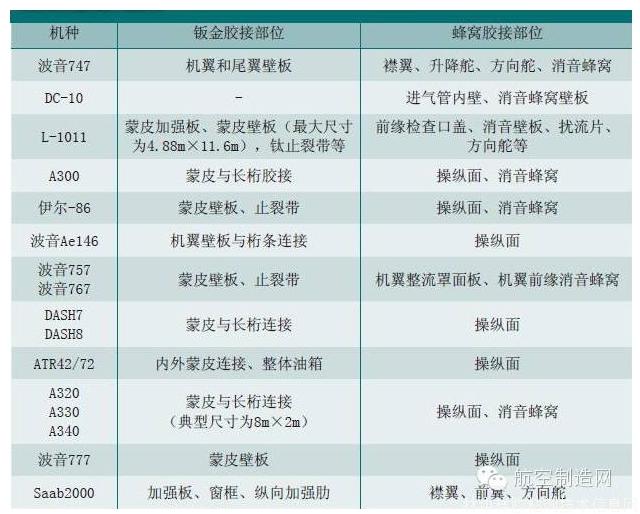
表2 民用飞机胶接部位
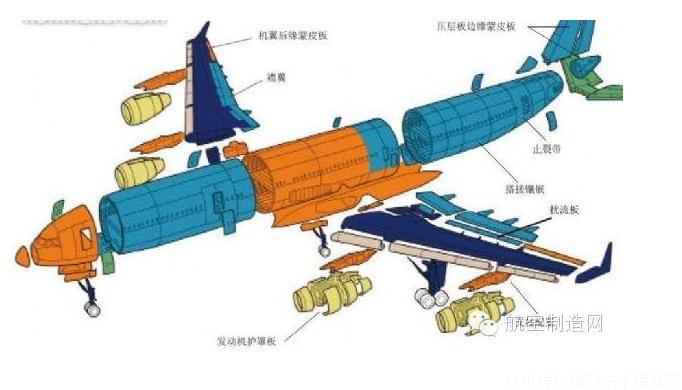
在波音系列飞机中,从波音707到波音787的制造中,都有大量的胶接结构件服役,而且胶接面积呈逐步上升的趋势,如表3所示。
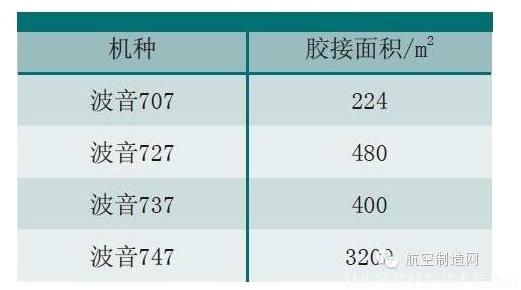
表3 波音系列飞机结构胶接面积
民用飞机胶接技术展望
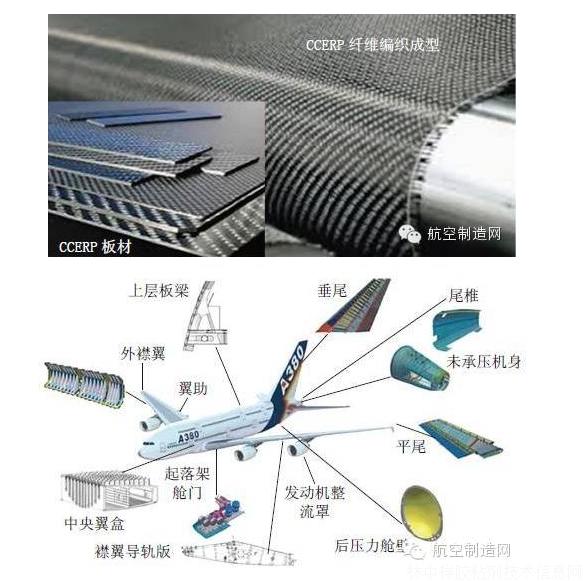
目前,大型民用客机通过优胜劣汰的残酷竞争,全球市场几乎被美国波音公司和欧洲空中客车(空客)公司这两大航空巨头垄断,而这两家公司的最新型机种都采用了大量的轻质混合材料制造,如最新的铝锂合金和碳纤维增强塑料(CFRP),而复合材料的大量应用,不可避免地也用到了结构胶粘剂来制造构件。图为航空用CFRP两种型材以及CFRP及热塑性塑料在空客A380机型中的应用。
随着我国大型运输机和大型客机项目的启动,胶接体系和胶接技术在力学性能、耐高温性、耐久性能等方面有了更为明确的研发需求,主要包括:
(1)提高胶接结构的耐久性。民用飞机与军用飞机很大的一点不同就体现在飞行寿命上,军用飞机的航行时间为5000h,而民用飞机的航行时间需要达到60000h,因此需要研制耐久性优良的胶接体系以确保民用飞机的飞行寿命。
(2)开拓新材料胶接技术。为了在降低民用飞机成本的同时确保安全,轻质高强材料包括铝锂合金、复合材料等获得了大量的应用,相应的需要针对复合材料胶接蜂窝结构、聚芳酰胺增强铝层压板(ARALL)结构、铝锂合金胶接结构与先进室温固化胶接结构等胶接技术进行相关研究。
(3)简化胶接固化工艺。有些胶粘剂虽性能优异,但存在着韧性差、固化温度高、固化工艺繁琐等缺点,虽然随着胶接技术的发展,国外胶粘剂公司研发出许多类型的高(175℃)、中(120℃)温固化胶粘剂,但是针对现在工艺技术趋于操作简单方便的特点,仍需要研制中、低温甚至常温固化、性能优异的胶粘剂体系。
(4)开拓胶接件的质量检测方法。现代的胶粘剂体系在生产过程中存在着质量稳定性差的缺点,而胶接件在固化完成后又存在着受检测方法的制约,无法准确地检测出构件胶缝的胶接质量等问题,因此需要建立相应完善的检验标准体系,并改进无损检测的方法。
(5)进一步完善计算机辅助胶接技术。计算机辅助胶接技术可以逐步进行,主要包括:采用CAD/CAE/CAM技术进行零件加工及胶接工装的设计、制造和优化;计算机辅助进行被粘件的表面处理,包括槽液配制监控、自动化实现表面清洗及表面处理、对制备后的胶接件表面进行计算机辅助观察检验;对胶粘剂和底胶建立计算机辅助验收检验系统;由计算机辅助完成胶接固化密封系统自动检漏及固化实时监控,逐步实现针对包括固化时间、固化温度、固化压力等的分步控制、自适应控制等;胶接构件的胶接质量采用计算机辅助智能化无损检测鉴定,所有信息及记录均自动制成文件;运用计算机集成化技术,实现胶接全过程计算机辅助管理控制,包括胶接零件追踪技术及机器人自动传送工具和零部件等。通过以上研究最终实现计算机辅助胶接流程。
结束语
胶接技术应用于民用飞机数十年以来,应用范围和应用面积都呈增长趋势,可以说当代任何一种先进飞机的设计和制造都离不开胶接技术的应用。我国无论是大型客机项目的研发还是低空领域的开放,都为民用飞机提供了很大的发展空间,而研制新型民用飞机也离不开胶接体系和胶接技术的应用,研制高性能耐久胶接体系、开拓新材料胶接技术成为一种新的挑战!
文章节选自《航空制造技术》杂志,《民用飞机胶接技术应用分析》
