

1、工作原理
永磁直流电机定子制造工艺流程如下:冲压成型钢板壳体-清洗电机壳体-壳体内表面涂胶-压装磁钢到指定壳体位置(伴有磁钢弹簧夹机械固定)-涂胶层固化-磁钢冲磁-检验等。在这些工序中,其中内表面涂胶是电机制造业中较为繁琐、工序粗糙、手工操作的制造工艺,我们在传统工艺基础上,通过分析研究,提出永磁直流电机壳体自动涂胶磁钢粘贴技术,这种自动涂胶技术是研制一种自动滚涂胶设备,该设备在环球电机外壳选定内表面处,用带滚动圆形毛刷在专用盛胶容器粘贴自行固化专用胶粘剂后,使圆形毛刷与电机壳体相对转动,并使圆形毛刷与壳体接触后,在接触面施加一定压力,从而把圆形毛刷的胶粘剂均匀涂刷到壳体选定的内表面处,在进行后续工序把磁钢压装到相应位置并夹紧固化后,磁钢牢固地粘贴在电机壳体上。自动涂胶机是用来给电机壳体环内壁涂上一层粘胶剂。粘胶剂通过加热器加温,温度为30°C~50°C,用涂胶毛刷轮粘上一层胶粘剂,转动涂胶轮,将粘胶剂自动的涂在电机壳体环的内壁,人工只须把电机壳体放在夹具内,再按下启动按钮,机器完成中间全部过程,取出电机壳体,涂胶的整个过程将自动完成。
2、机器方案确定
根据涂胶的原理,首先要考虑胶粘剂在生产过程中的保存,胶粘剂一般采用单组份环氧胶种类,为保证胶粘剂在一个班产8小时不自行固化,需考虑对胶粘剂保温,因此,需按照胶粘剂的固化特性,设计出加热并保温的盛胶槽,这样,胶粘剂不会在一个班产周期内自行固化。盛胶槽也要考虑胶粘剂加热均勻性,为此,需设计连接于盛胶槽的一搅拌胶液的机构。
为了在电机壳体滚涂胶粘剂,必须把在盛胶槽里的胶粘剂用毛刷轮滚动均匀的涂在壳体内表面上,因此,需要考虑用一大滚轮在胶槽内的不断转动,使其表面粘附上胶体,毛刷轮往大滚轮下压并保持与大滚轮接触,两轮相互反向转动,这样,毛刷轮也粘附上胶体,再用毛刷滚涂到壳体内表面,完成涂胶过程。毛刷轮轴向长度就是要在壳体内表面涂胶的长度,毛刷轮表面是用棉质毛线缠绕在钢制的转动轴上,因此,要预先按要求定制好毛刷轮的长度。
电机壳体的夹紧设计上必须考虑采用快速装夹方式,因此设计一个与壳体相适应的套筒,套筒圆柱上,分别均匀布置若干钢球弹簧顶丝,利用弹簧力,可将电机壳体夹紧,以便滚涂胶粘剂。
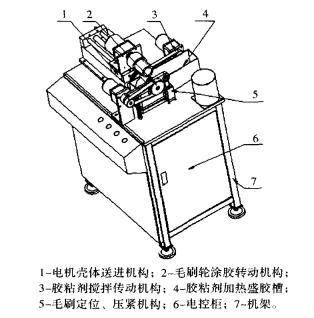
通过分析,从成本考虑,机器整体使用气动驱动源,转动动力源采用单相异步减速电机。设备整机方案如图1所示。
二、涂胶设备性能参数确定
通过东莞电机厂技术人员多次探讨工艺,并形成以下主要技术参数和涂胶设备动作流程。
1、主要技术参数
(1)电源:三相220V/50HZ;整机功率:0.5kW/h;允许网路波动:10%;使用气源:压力:0.3~0.8MPa。
(2)电机壳体直径少12~少90mm。
(3)班产胶粘剂盛容量:1200ml。
(4)胶粘剂类型:单组份环氧树脂胶。
(5)胶粘剂保温温度:温度为30°C~50°C。
(6)班产涂刷胶粘剂壳体数量:2400个。
2、涂胶设备动作流程
工作前准备:在盛胶槽加人粘胶剂--接通气源(0.3〜0.8MPa)--打开总电源开关--打开电源开关--启动加热板加热--启动搅拌减速电机和涂胶毛刷轮减速电机--按下机器复位按钮。
机器工作时:机器处于复位状态(机器启始位置)--人工放置工件--启动开始按钮--涂胶毛刷轮压臂气缸第一次上升(停到壳体外中心处)--壳体转动减速电机启动--无杆气缸推出(送进电机壳体)--涂胶毛刷轮气缸第二次上升(与电机壳体内表面受压接触)--开始滚涂粘胶直至到涂胶工序结束--涂胶毛刷轮气缸第一次下降(停至壳体的内中心处)--无杆气缸回程--涂胶毛刷轮气缸第二次下降(与搅拌轮再次接触上胶)--人工取电机壳体。
3、涂胶设备的应用范畴
新研制的滚动涂胶设备首先要求胶粘剂是无溶剂单组份环氧胶体,胶粘剂需快速固化,为专用工程上磁钢专用胶粘剂,此胶粘剂不再需要预先按规定比例均匀混和和搅拌才能使用。电机磁钢胶粘剂的热稳定性对东莞环球电机在高温、高速运转下的安全和稳定性有着直接的影响,必须在较高温度下保持胶体的完整性和粘接性,保持较高的对剪切强度,高速旋转时不能脱胶,才能保证电机整体的安全运行。通过大量的试验,需使用耐高温、高强度的电机磁钢胶粘剂,其优异的性能为高温工作的电机安全提供保障。滚动涂胶设备还要求电机壳体必须是圆弧状内表面,这样,滚动毛刷轮所做的圆周运动才能实现自动高速涂胶。磁钢结构形状为瓦形状,这种磁钢,结构简单,便于高速自动化生产和压装。
三、涂胶设备机构组成
1、胶粘剂盛胶槽与搅拌转动机构设计
经过优化方案,设计的三维图样如图2所示。胶粘剂盛胶槽结构设计时,首先要考虑盛胶容量足够满足班产使用量的要求,保证容器容量至少大于班产胶容量的三分之一,其次要考虑密封防漏问题,这就需使用不锈钢薄板焊接而成,并在转动轴伸出处安装骨架型橡胶密封圈,保证密闭性,再次,按照胶粘剂不易固化温度要求,在盛胶槽底部加装一加热板,使胶粘剂恒温保持在30°C~50°C。并设计一搅拌轮在工作期间不停的转动搅拌。机构由单向异步减速电动机通过同步带轮传动至主轴搅拌轮,搅拌轮由铝合金制造,安装在主轴上并在盛胶槽内,轮的外圆表面必须滚花,菱形滚花表面在转动过程中粘附着均匀胶粘剂胶层,这些胶层供给毛刷轮在菱形表面不断滚动后粘附上胶粘剂使用。
2、电机壳体送进夹紧机构及毛刷轮涂胶转动机构设计
电机壳体送进与夹紧,采用一体化机构,为了结构简单实用,电机壳体送进机构采用滑尺型无杆气缸,气缸滑台上直接固定夹紧机构东莞环球电机安装座,安装座装有减速电机,壳体夹具由减速电机轴连接固定并带动壳体夹具慢速转动。无杆气缸带动壳体夹具及壳体做直线往返送进运动。壳体夹具设计成一套筒形式,套筒圆柱上安装若干弹簧顶丝,电机壳体直接快速装卸于套筒内,夹具依靠弹簧顶丝压紧电机壳体。
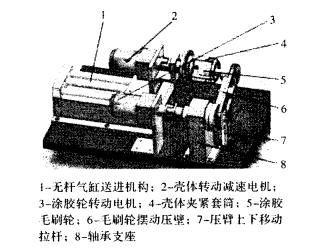
涂胶转动机构采用轴承支座形式,支座装有一支转动轴和一摆动压臂,转动轴由减速电机驱动高速转动,压臂套在主轴套筒上,有气缸上下驱动,带动压臂上下摇摆,压臂前后两端分别装有同步带轮,主轴转动带轴主动带轮转动,再通过同步带驱动压臂另一端的从动轮带动毛刷转动,达到涂胶功能。结构如图3所示。
图3:电机壳体送进夹紧机构及毛刷轮涂胶转动机构
3、电气原理图设计
机器采用PLC控制,主要控制三个单相异步减速电动机和三个气动电磁阀以及一个温度可控的发热板,实现了机器自动化操作。
4、胶粘剂滚涂工艺滚涂工艺如下:
(1)先将电机整个壳体或待粘接部位用丙酮或三氯乙烯清洗去污,可使用超声波清洗机,彻底除去壳体内表面的油污和锈渍,待溶剂挥发后备用。
(2)在盛胶槽里盛载足够班产的胶粘剂用量,但盛胶量液面高度不能超过盛胶槽高度的三分之二。
(3)把壳体装进涂胶设备壳体专用套筒夹具上,并调整好角度和位置,夹具依靠自带弹簧力将电机壳体自动锁紧,壳体安装好后,按动自动开关,机器自动均匀涂胶,控制毛刷滚轮滚涂时间,在结合处涂足够的胶液,以便确保涂胶量涂满粘接件表面,但也不漏胶。
(4)待粘接瓦形磁钢在气动压装专用夹具上安装好,然后使其压入电机壳体设定的位置。为了磁钢在胶粘剂未完全固化期间不出现位置变动,须在压装瓦形磁钢的同时,临时压装心形弹簧夹,取出压装好的定子组件,移至固化区,待其完全固化后,取出固化固定用的弹簧夹,使其进行检测程序。
五、结论
通过使用单位生产应用以及我们不断跟进完善,研制的直流电机磁钢高速粘接设备,壳体滚涂胶粘剂效率高,壳体涂胶达到每小时360只,使磁钢粘接实现了自动化,滚涂面积稳定,涂胶层均匀,若选用合适的磁钢专用胶粘剂,涂胶层经过适宜温度完全固化,抗冲击振动能力强,耐温能力好,粘接力强,所研制的涂胶设备及其工艺,在东莞电机厂使用,节省了生产成本、提高了电机的性能,均受到用户极好评价。同时,为电机制造行业实现自动化生产起到了积极的促进作用,有显著的社会效益和经济效益。