

0·前言
随着汽车产品向着安全、节能、环保和无公害方向的快速发展以及汽车制造水平的不断提升,车身胶粘剂作为汽车生产过程中的重要材料,在汽车的密封减震、紧固防锈和隔音隔热等方面起着重要作用,并且还能代替某些钣件的点焊、弧焊等传统工艺,实现无法施焊钣件的连接,从而优化了生产工艺。考虑到目前大部分车身胶粘剂均为流体膏状物,易污染环境,故部分流体胶逐渐被固体胶所替代。新材料及新技术制成的新型车身胶粘剂的应用已成为汽车行业的迫切需求,奇瑞汽车也在该研究领域的实践方面取得了长足发展。
1·焊装车身结构及用胶部位
车身(如图1所示)一般由发仓、前地板、后地板、侧围、顶盖、四门两盖及前翼等组成。焊装车身胶粘剂常用于侧围、发仓、顶盖、四门两盖及前翼等部位。
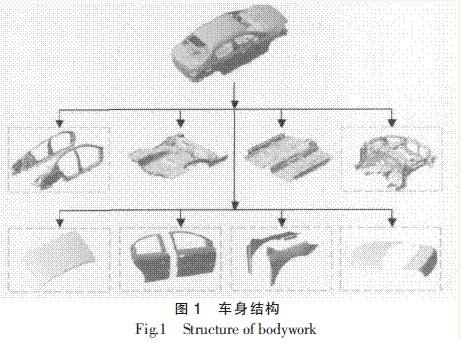
图1 车身结构
2·焊装车身胶粘剂的选用原则
车身主要用于装配内外饰,承载发动机和底盘等功能用件。车身生产应能适应不同车型的产品设计要求和生产工艺要求,故焊装车身胶粘剂的选用原则如下:①钣金件之间具有良好的粘接密封性能;②在涂装前处理过程中具备良好的耐水洗性能;③电泳烘烤具有良好的固化膨胀性能;④粘接后具有良好的耐久性能。
3·常用焊装车身胶粘剂的使用背景和方案
汽车制造的发展趋势(如节能环保、安全舒适、低成本和长寿命等)对车身胶粘剂的使用性能和工艺性能提出了越来越高的要求,故必须选用适应汽车工业发展需求的高性能、高品质车身胶粘剂。
3.1点焊密封剂
点焊密封剂是焊装工艺过程中常用的重要胶种之一,其主要成分是橡胶/增黏剂基料,通常单车用胶量为86~180g。车身钣金件焊接前,在板件之间常使用经焊接、涂装固化膨胀后具有一定粘接强度的弹性体,如此能有效起到密封、防漏和防腐蚀等作用。
这类密封剂自身性能要求具有良好的自熄性、对钣金件无腐蚀、焊接时不产生烟雾、防腐蚀性高、耐高温且可反复烘烤。使用结构部位有发仓前挡板、侧围上端加油口盒等零部件之间,主要起密封、防水作用。常用点焊密封剂的特点及性能、涂胶示意图和密封剂使用部位分别如表1、图2和图3所示。
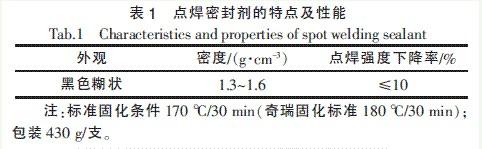
表1 点焊密封剂的特点及性能
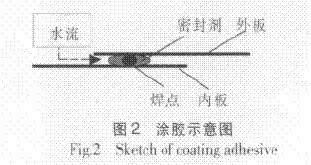
图2 涂胶示意图
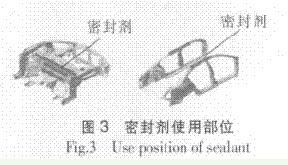
图3 密封剂使用部位
密封剂使用注意事项:一般密封剂涂胶于板件焊接处,密封剂易从板件间挤出,涂胶位置一般靠近板件内侧,涂胶直径为3~5mm;涂胶位置偏差不超过5mm,涂胶量过少或涂胶位置偏差过大时,易产生密封不良,造成整车漏水。
3.2隔震胶
隔震胶是焊装车身使用量最大的胶粘剂,其主要成分是橡胶/增黏树脂基料,单车用胶量一般为450~600g,可广泛用于非焊接处的隔震等部位。在车辆行驶过程中,车体震动易引起部分薄板件震动;若震动幅度过大时,会与加强板碰撞而出现异响等现象,从而严重影响车辆的舒适性。
该隔震胶经涂装烘烤固化后,具有很高的膨胀性能,能有效缓冲碰撞、减少刚性连接。这类隔震胶往往要求具备良好的抗流挂性能和抗酸碱液冲洗性能,能在固化膨胀前不流失,并且不影响槽液。这类隔震胶主要使用在车体外表面配件上(如四门防撞杆和车门、前后盖和加强板等)。常用隔震胶的特点及性能、涂胶示意图和隔震胶使用部位分别如表2、图4和图5所示。
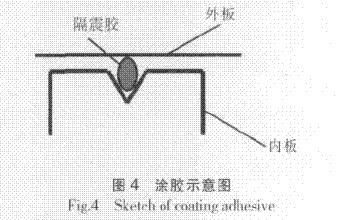
图4 涂胶示意图
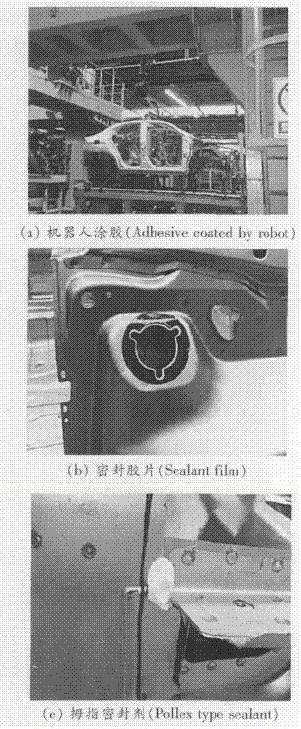
图5 隔震胶使用部位
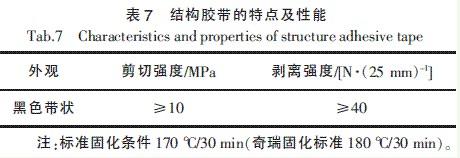
表2 隔震胶的特点及性能
隔震胶使用注意事项:涂胶位置通常在存在间隙的板件之间,易产生流挂,可在板件上增加涂胶槽,从而能有效控制涂胶位置和涂胶量;涂胶直径通常为3~5mm,若接触面积较大(如防撞杆处涂胶量很大)时,隔震胶用量需根据实际情况进行调整。用胶量过多或过少时都会影响车身质量:用胶量过多时,隔震胶经固化膨胀后易在外板处形成鼓包,从而影响油漆表面的美观;用胶量过少时,不能起到减震效果。
3.3折边胶
折边胶是一类比较特殊和重要的胶粘剂,其主要成分是改性环氧树脂基体,单车用胶量通常为10~14g,主要用于前后门、前后盖、前翼子板等折边部位。该折边胶的剪切强度较低,但弹性极好,粘接强度较高(粘接强度足以取代全部或部分焊点)。常用折边胶的特点及性能、涂胶示意图和折边胶使用部位分别如表3、图6和图7所示。
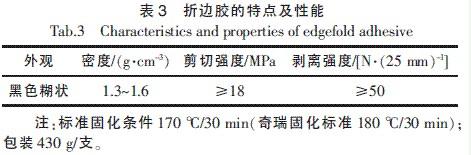
表3 折边胶的特点及性能
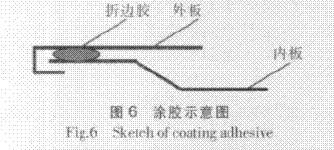
图6 涂胶示意图
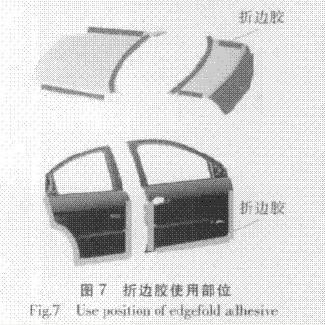
图7 折边胶使用部位
3.4结构胶
结构胶与折边胶一样,在焊装车身车间也比较重要,其主要成分是改性环氧树脂基体,单车用胶量一般为35g左右。结构胶的使用特点和性能类似于折边胶,单位面积内的粘接强度与单位面积内焊点强度可以完全等效。该结构胶主要用于车身骨架部分结构复杂、无法施焊等部位。
4·新型焊装车身胶粘剂的使用背景和方案
汽车工业的快速发展必然带动车身胶粘剂技术的不断发展。以下介绍奇瑞焊装新型车身固体胶条(胶片或胶块)的使用情况。
4.1密封用胶条和胶片
通常点焊胶呈膏状物,其性能虽满足使用要求,但工艺上却存在诸多弊病(如常用涂胶方式为手工涂胶,人工涂胶量不易控制;涂胶过多时会造成溢胶,污染环境,影响生产效率;涂胶过少时易产生缝隙,导致后道工序漏水等)。
奇瑞采用机器人涂胶,能保证涂胶量和涂胶位置的一致性,但由于工艺布局有限,部分工位无法使用机器人涂胶(图8a为机器人在给顶盖横梁涂胶)。因此,采用密封用胶条或胶片能有效解决上述难题。密封用胶条或胶片的特点及性能如表4所示。
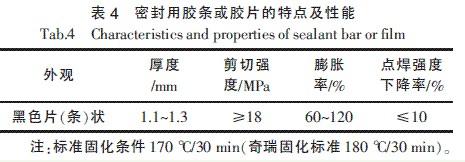
表4 密封用胶条或胶片的特点及性能
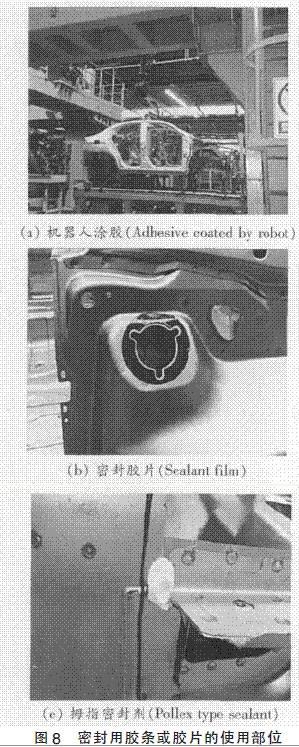
图8 密封用胶条或胶片的使用部位
目前,奇瑞公司A3车型已成功使用了加油口盒密封用胶片(图8b)、拇指密封剂(图8c)等,有效提升了密封、防水效果。
4.2隔震胶带
隔震胶在用于发动机前盖、侧围外板的填充减震时,由于涂胶部位间隙较大,故涂胶后易引起胶液流挂,难以起到减震作用。隔震胶带以合成橡胶为基体(呈固态),不易流挂,满足工艺要求,减震效果也远优于糊状隔震胶。图9为侧围后轮罩处防震胶条。隔震胶带的特点及性能如表5所示。
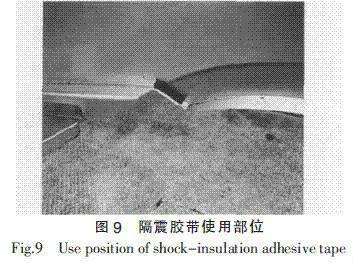
图9 防震胶带使用部位
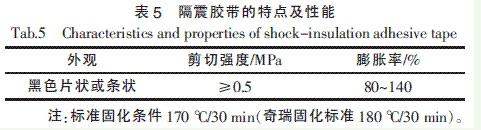
表5 隔震胶带的特点及性能
5·结语
车身胶粘剂是车辆制造环节中重要的工艺材料之一,其在车身的密封、减震、隔音、连接以及优化生产工艺、减轻车身质量等方面具有重要作用。随着自主品牌企业车身制造技术的不断发展与完善,焊装车身必将越来越多地应用新技术、新材料制成的新型车身胶粘剂,这对促进新型结构材料在汽车上的应用同样具有重要作用。
